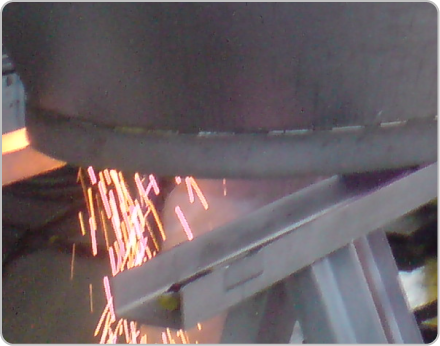
ステンレスの溶接とは
3. ステンレス鋼の溶接にあたって注意すべき点①、②、③、④
ステンレス鋼の種類は、常温におけるその主たる組織(オーステナイト組織、フェライト組織、マルテンサイト組織)により区分されているが、それぞれの組織の特性を理解する必要があります。
また、ステンレス鋼は成分系により、融点(溶接時)~常温(溶接後)の間で、どのように組織が変態するかも理解すべきです。
3-1.マルテンサイト系ステンレス鋼の溶接
マルテンサイト系ステンレス鋼は、急冷によりいわゆる“焼き”が入るので、急冷となり得る溶接熱影響部に割れが発生する恐れがある。また、水素による“遅れ割れ” の発生も懸念されます。
よって、マルテンサイト系ステンレス鋼の具体的な注意点としては、①.溶接部を正常に保ち、溶接材料を含め乾燥を十分に行います。
②.予熱、後熱の採用。③.溶接部の拘束度合を小さくすること。などがあげられます。
マルテンサイト系ステンレス鋼の溶接に関して言えば、高張力鋼の溶接方法が参考になります。
3-2.フェライト系ステンレス鋼
フェライト系ステンレス鋼は、融点域から常温域の間で変態しないため、融点付近まで加熱された熱影響部が粗粒化(組織が大きくなる)し、延性、靱(じん)性の低下が発生します。
この粗粒化を熱処理等によって細粒化することは不可能であるので、溶接においては、融点近い温度となる影響部を極力小さくする事、そして、できるだけその温度域にさらされる時間を短くする条件を選定する必要があります。
また、フェライト系ステンレス鋼においては、350~550℃の間、もしくは600~800℃間の温度域に長時間さらされると、脆(ぜい)化が発生します。前者の温度域で生じる現象を475℃ぜい化と呼び、後者をσ(シグマ)相ぜい化と呼び区別している。但し、一旦ぜい化しても、ぜい化発生域より高い温度に加熱し急冷すれば、ぜい化は解消されます。
(475℃ぜい化の場合は600℃程度で加熱急冷。σ相ぜい化の場合は、950℃程度。)
3-3.オーステナイト系ステンレス鋼1)、2)、3)
オーステナイト系ステンレス鋼で問題となるのは、①.高温割れ、②.鋭敏化、③熱歪み及び残留応力です。
1)高温割れ
高温割れは、P(リン)、S(硫黄)、Si(ケイ素)、Nb(ニオブ)などの低融点化合物に起因するものであり、特にP,Sが問題となります。割れの発生場所及び形状は特定できないが、クレータ部分で顕著です。
ようするに固溶出来なかったP,Sの低融点物質が、溶接終端部に向けて押し出される形で濃度を増し最終凝固部に偏析し、割れを発生させます。この高温割れは、オーステナイト系ステンレス鋼の中でも、SUS310などの完全オーステナイトと言われる鋼材では、広く普及しているSUS304に比較して更に割れ性が増大します。
完全オーステナイトとは、融点以上の液相域から、凝固しはじめる初晶の段階からオーステナイト相で、常温時オーステナイト単相であるものを指します。
これに対しSUS304は初晶がδ(デルタ)フェライト相となっており、常温域でも数パーセントのフェライト相を含有しています。
ステンレス鋼の溶接金属の高温割れは、溶接金属中の(P+S)量とδフェライト量に関係しているとされます。(P+S)量の増加とともに高温割れ性は増大するが、δフェライト量が多くなると割れは発生しにくくなります。
これは、δフェライト相がオーステナイト相に比較してP,Sなどの固溶度が大きいことによるものです。
したがって,オーステナイト系ステンレス鋼の高温割れの防止には,P,Sなどの不純物元素の低減と,溶接金属中に適宜(およそ数%~10%程度)δフェライトを含有させることが有効です。よって、SUS304の溶接棒などでは、δフェライトが生成されるようにあらかじめ調整されています。
しかしながら、高温割れ防止のためにδフェライトが有効であるこのだが、フェライト系ステンレス鋼の項で述べたシグマ相ぜい化は、シグマ相がフェライト組織から変化するために発生する現象であり、注意が必要である。シグマ相は、特にCr,Moが多く含まれる場合,フェライト量が高い場合などに生じやすいです。
溶接作業後に磁気的方法でフェライト量を測定した場合、シグマ相が発生していれば、磁気強度の低下(フェライト量の低下)として現れます。また、成分的にδフェライトが生成されない完全オーステナイトであるSUS310Sなどの鋼種の高温割れを防止するには、ⅰ)P,Sのより一層の低減、ⅱ)拘束力の低減、ⅲ)溶接入熱の低減が有効です。
2)鋭敏化
オーステナイト系ステンレス鋼を500~800℃に加熱すると、鋼種によっては過飽和のC(炭素)が、Cr(クロム)炭化物(Cr23C6)として結晶粒界に析出してしまいます。
これにより、粒界近傍の固溶Cr量が著しく低下し、このような状態を鋭敏化と呼ぶ。また、鋭敏化が発生した場合、使用環境によっては,使用中にこの部分が選択的に粒界腐食を生ずることがあり、この腐食現象をウエルドディケイと呼びます。
鋼材の状態のオーステナイト系ステンレス鋼は、1100℃前後の温度に加熱して炭化物をオーステナイトに固溶させたのち急冷されています。しかし、溶接継手においては、溶接入熱により、この鋭敏化温度範囲にさらされる部分が溶接熱影響部分に生じてします。特に母材の炭素量が高い場合で,高い溶接入熱で溶接が行われた場合には,高温に晒される時間が長くなり,炭化物の形成が進むこととなります。
よって、鋭敏化を防止するためには、発生原因である熱影響部の粒界にCr炭化物が生じさせないよう,ⅰ)溶接入熱を低く抑える,ⅱ)母材の炭素量を低く抑える、等が有効です。
3)熱歪み及び残留応力
オーステナイト系ステンレス鋼は炭素鋼に比較して線膨張係数が1.5倍と高く(熱による伸び縮みの量が大きい)、熱伝導率が1/3と低い(熱が一部にこもり局部的に収縮する)ため、溶接後の熱歪みが問題となります。
炭素鋼の要領で溶接を行うと、完成品の仕上がり形状が、本来の仕様を満足できないものとなる恐れがあります。
この歪を発生させないようにするためには、ⅰ).入熱が低くなるような継手形状とする、ⅱ).入熱が対照的になるような製品形状を選択するⅲ).溶接接方法を工夫し入熱を低くしていく、ⅳ).逆歪みを施す、ⅴ).
治具等を用い拘束する、などが考えられます。
製品の性能を満足させるためには、工事開始前に施工方法の十分な検討が必要であり、出来得れば設計段階から良品を作り上げるための意見を入れていきたいところです。
また、オーステナイト系ステンレス鋼は発生した残留応力により、応力腐食割れを起こす恐れもあります。
応力腐食割れの最も大きな特徴の一つは、腐食環境と材料の組み合わせに選択性があることです。
すなわち、材料が定まればその材料に最も応力腐食割れを起こさせやすい環境があるということで、逆に環境によってはまったく応力腐食割れを起こさないものもあります。
一般的に、全面腐食を起こしやすい環境では、応力腐食割れは起きにくく、応力腐食割れの現象としては、鋼表面は全く腐食さえず、選択的に腐食が生じる場合が多いです。
オーステナイト系ステンレス鋼の応力腐食割れを生じる環境因子として最も問題になるのは、溶液中のCl-(塩素)イオン濃度とO2(酸素)量である。Cl-イオン濃度が高くても、O2量が少なければ割れは発生せず、逆にCl-(塩素)イオン濃度が低くても、とO2量が高ければ割れが発生します。
よって、応力腐食割れを防止するには、使用される環境に併せて、ⅰ)素材の検討や施工方法を検討し、ⅱ)場合によっては応力除去焼鈍を検討します。
3-4.異材溶接
ステンレス鋼の特徴・特性が生かされ、経済的に構造物が作られるためには、炭素鋼との組合せも合理的と考えられます。
この場合、溶接接合部はステンレス鋼と炭素鋼との組合せが発生します。擦る
この時留意する点は、溶接接合部の溶融金属中のNi(ニッケル),Crなどが炭素鋼によって希釈され、割れやその他問題が発生しやすい金属が生成されます。
一般的に考えられるオーステナイト系ステンレス鋼と炭素鋼の異材溶接について述べると、この異材溶接では、オーステナイト系溶接材料の309系が多く使われ、炭素鋼やステンレス鋼の種類によっては309MoLの溶接材料が使用されることもあります。
これら溶接材料は、Cr,Ni等の合金成分を高めて、溶接金属が炭素鋼によって薄められても充分延性のあるオーステナイト組織となるように成分設計されていが、炭素鋼側の母材を過大に溶けこませないように溶接条件を選定することが重要です。
▲ 閉じる